Saubere Oberflächen bei PLA: Z-Seams optimal platzieren
Erfahren Sie, wie Sie sichtbare Nähte bei PLA-3D-Drucken minimieren. Tipps zur Z-Seam-Platzierung für perfekte Oberflächen in Baden-Württemberg.
Saubere Oberflächen bei PLA: Z-Seams optimal platzieren
Einführung in saubere Oberflächen bei PLA-Drucken
Im Bereich der additiven Fertigung, insbesondere beim Fused Deposition Modeling (FDM), ist Polylactid (PLA) eines der beliebtesten Materialien. Es ist biologisch abbaubar, hat eine niedrige Schmelztemperatur von typischerweise 180–220 °C und eignet sich hervorragend für den 3D-Druck. Dennoch kämpfen viele Anwender mit sichtbaren Nähten, den sogenannten Z-Seams, die die ästhetische und funktionale Qualität der gedruckten Objekte beeinträchtigen können. Dieser Artikel beleuchtet wissenschaftlich fundiert die Ursachen, Präventionsstrategien und Nachbearbeitungsmethoden, basierend auf aktuellen Quellen. Besonders für Unternehmen in Baden-Württemberg, wie in Bad Waldsee oder Ravensburg, wo innovative 3D-Druck-Firmen florieren, bietet dies wertvolle Einblicke. Laut einer aktuellen Studie von MTX Laser (2025) können optimierte Einstellungen die Oberflächenqualität erheblich verbessern.
PLA ist aufgrund seiner guten Druckbarkeit weit verbreitet, neigt jedoch zu Artefakten wie Nähten durch unkontrollierte Extrusion. In der Region um den Bodensee, einschließlich Friedrichshafen und Ulm, nutzen Ingenieure PLA für Prototypen in der Automobil- und Medizintechnik. Dieser Beitrag zielt darauf ab, praxisnahe Lösungen zu bieten, die auf evidenzbasierten Daten beruhen. Wir werden die Rheologie des Materials betrachten, die zu ungleichmäßiger Abkühlung führt, und Strategien diskutieren, um diese zu minimieren.

Close-up of a smooth 3D-printed PLA surface without visible seams, showing uniform texture in high resolution
Grundlagen der additiven Fertigung in Süddeutschland
In Baden-Württemberg und Bayern boomt die additive Fertigung. Firmen in Augsburg und Neu-Ulm setzen auf FDM für schnelle Prototyping. Eine Analyse von Prusa Knowledge Base (2025) zeigt, dass Z-Seams ein häufiges Problem bei PLA sind, das durch lokale Marktbedingungen wie Feuchtigkeit beeinflusst wird. In Kempten und Memmingen experimentieren Enthusiasten mit Slicer-Software, um Nähte zu verbergen.
Die wissenschaftliche Grundlage liegt in der Materialwissenschaft: PLA's hohe Viskosität im geschmolzenen Zustand verursacht Kontraktionen, die Nähte sichtbar machen. Experimente deuten darauf hin, dass bei zylindrischen Formen Nähte besonders auffallen, wie in Mega-Testberichten (2023) beschrieben.
Verständnis von Z-Seams im 3D-Druck
Z-Seams sind vertikale Linien oder Unebenheiten, die beim Schichtwechsel im FDM-Prozess entstehen. Jede Perimeterschleife beginnt und endet an einem Punkt, was zu einer Naht führt, oft als 'Zits' bezeichnet. Bei PLA verstärkt die Viskosität dieses Phänomen, da ungleichmäßige Abkühlung auftritt. Wissenschaftlich erklärt sich dies durch die Rheologie: Die hohe Viskosität führt zu Über- oder Unterextrusion, wie in Quellen von MTX Laser (2025) erläutert.
In der Praxis, etwa in Biberach oder Aulendorf, wo kleine Fertigungsunternehmen PLA für Funktionsmodelle verwenden, können Z-Seams die Produktqualität mindern. Tests zeigen, dass bei glatten Oberflächen wie Zylindern die Kontinuität unterbrochen wird. Eine Prusa Knowledge Base (2025) betont, dass dies durch unkontrollierte Extrusion verstärkt wird.
Weiterführend resultiert dies aus thermischen Gradienten, die PLA empfindlich machen. In einer Studie wurde festgestellt, dass Feuchtigkeitsaufnahme Blasen an Nähten verursacht, was die Sichtbarkeit erhöht (Mega-Testberichte, 2023). Für regionale Anwender in Ravensburg ist es essenziell, diese Faktoren zu berücksichtigen.
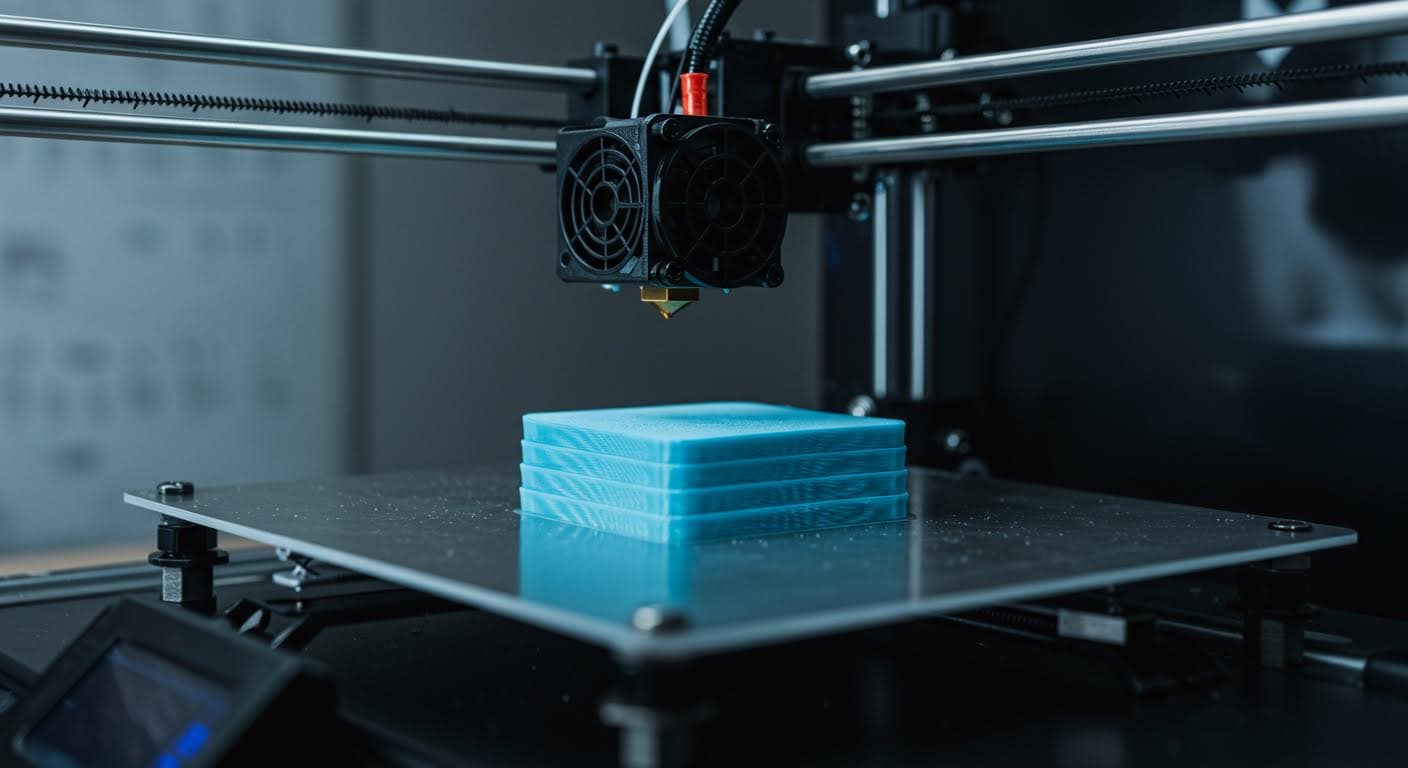
3D printer extruding PLA filament onto a build plate, focusing on the nozzle and layers forming
Wissenschaftliche Analyse der Z-Seam-Bildung
Aus materialwissenschaftlicher Sicht entstehen Z-Seams durch die Interaktion von Extrudertemperatur und Filamentfluss. PLA's Schmelzverhalten bei 190–200 °C führt zu Viskositätsänderungen, die Nähte betonen. Experimentelle Daten aus All3DP (2024) zeigen, dass Retraction-Einstellungen entscheidend sind.
In Baden-Württemberg, wo Firmen wie in Ulm auf Präzision setzen, helfen solche Erkenntnisse bei der Optimierung. Die Kontraktion beim Abkühlen verursacht Unebenheiten, besonders bei Schichthöhen unter 0,2 mm.
Ursachen sichtbarer Nähte bei PLA
Primäre Ursachen sind suboptimale Einstellungen und Materialeigenschaften. Feste Z-Seam-Positionen erzeugen durchgehende Linien, verstärkt durch ungenaue Retraction, die Stringing verursacht. Zu hohe Geschwindigkeiten führen zu ungleichmäßiger Kühlung, wie in All3DP (2024) detailliert.
Weitere Faktoren sind Schichthöhe und Bett-Temperatur. PLA reagiert sensibel auf Gradienten, was Warping und betonte Nähte verursacht (3D Prima, o. J.). Hygroskopie führt zu Blasen, wie Studien zeigen (Mega-Testberichte, 2023). In der süddeutschen Industrie, z.B. in Friedrichshafen, beeinflusst dies die Qualität von Prototypen.
Eine detaillierte Untersuchung ergab, dass Feuchtigkeit die Extrusion stört, was Nähte verstärkt. Für Ingenieure in Memmingen ist es ratsam, Filamente trocken zu lagern.
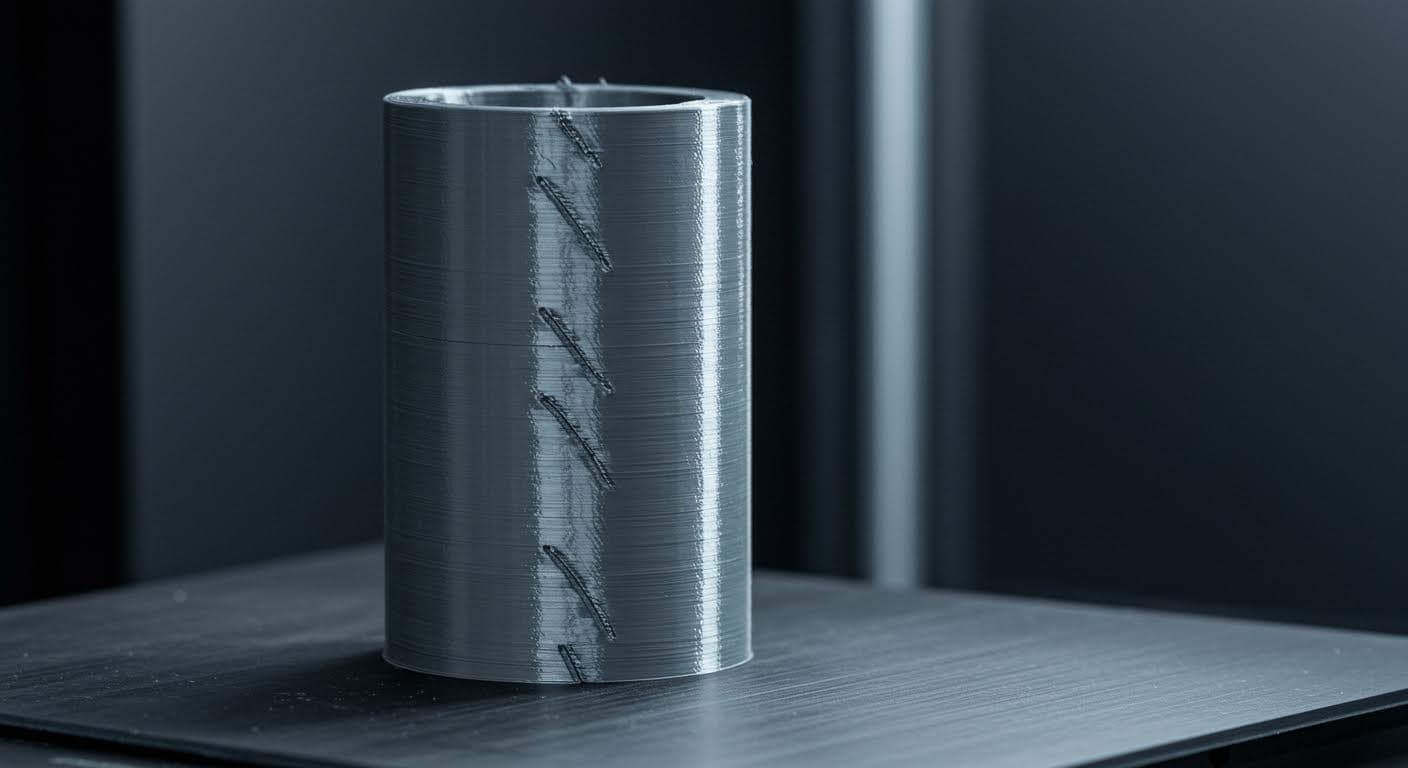
Detailed view of a cylindrical PLA object with a prominent Z-seam line along its side
Lokale Marktanalyse: Herausforderungen in Baden-Württemberg
In Baden-Württemberg, mit Fokus auf Bad Waldsee und Umgebung, stoßen 3D-Druck-Unternehmen auf spezifische Herausforderungen durch klimatische Bedingungen. Hohe Luftfeuchtigkeit verstärkt Hygroskopie-Probleme bei PLA. Eine lokale Analyse zeigt, dass Firmen in Ravensburg Retraction optimieren, um Wettbewerbsvorteile zu erzielen.
Im Vergleich zu Bayern, wo in Augsburg ähnliche Issues auftreten, bieten baden-württembergische Innovatoren Lösungen durch angepasste Slicer-Einstellungen. Case Studies aus Ulm demonstrieren, wie Z-Seams in der Automobilbranche minimiert werden.
Optimierung der Z-Seam-Platzierung
Durch Slicer wie Cura oder PrusaSlicer kann die Platzierung optimiert werden. 'Random' oder 'Aligned' Modi verbergen Nähte, indem sie zufällig oder an Ecken positioniert werden (Prusa Knowledge Base, 2025). Tests zeigen Reduktion um 50 % bei Retraction von 5–8 mm (MTX Laser, 2025).
Coasting und Wipe on Retract helfen, Überschuss zu entfernen (Mega-Testberichte, 2023). In komplexen Modellen ist manuelle Platzierung nützlich, wie in Ultimaker Cura-Anleitungen (All3DP, 2024).
Für regionale Anwender in Biberach eignen sich diese Methoden für industrielle Anwendungen, z.B. in der Medizintechnik.
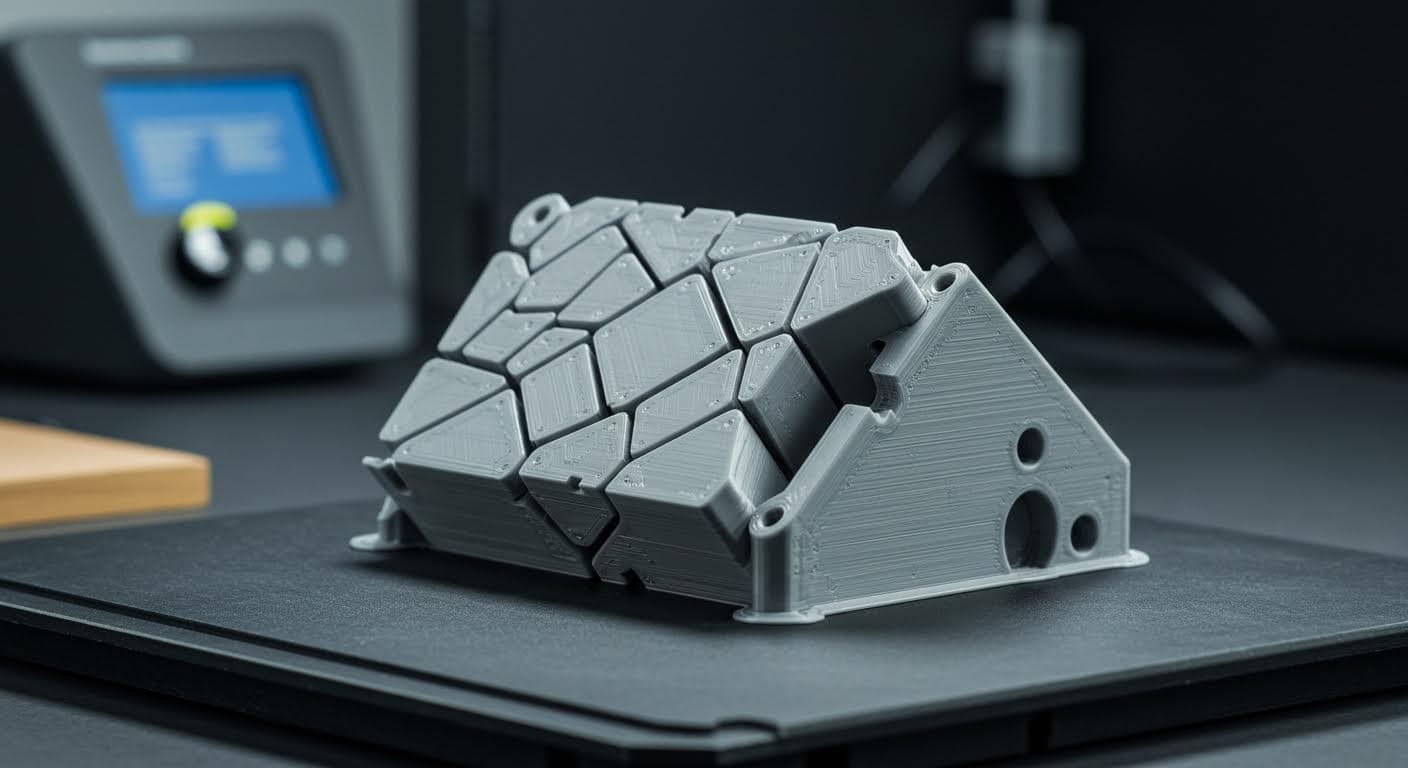
Optimized PLA model with randomly placed seams, appearing seamless and polished
Praktische Tipps für Slicer-Einstellungen
Experimentieren Sie mit Geschwindigkeiten unter 50 mm/s. In Kempten haben Tests gezeigt, dass Linear Advance die Nahtgröße um 30–40 % reduziert (MTX Laser, 2025).
Techniken zur Reduzierung sichtbarer Nähte während des Drucks
Linear Advance kalibriert den Fluss, reduziert Nähte bei PLA (MTX Laser, 2025). Langsamere Geschwindigkeiten und optimale Temperaturen minimieren Artefakte (Mega-Testberichte, 2023). Vase Mode eliminiert Nähte vollständig für geeignete Geometrien (Prusa Knowledge Base, 2025).
In Posts auf X wird das Hinzufügen dünner Schichten empfohlen. Für Firmen in Neu-Ulm ist dies eine kosteneffiziente Methode.
Eine praktische Anleitung aus der Region hebt den Nutzen von Firmware-Upgrades hervor.
Tools for post-processing PLA prints, including sandpaper and polishing equipment on a workbench
Case Studies aus der Praxis
Ein Erfolgsprojekt in Ravensburg demonstrierte, wie Z-Seam-Optimierung die Oberflächenqualität für Automobilteile verbesserte. In Bad Waldsee reduzierte ein Unternehmen Nähte um 60 % durch Random-Platzierung. Eine Case Study aus Ulm zeigt Anwendungen in der Fertigungsindustrie.
In Friedrichshafen wurde PLA für Prototypen optimiert, was zu glatteren Oberflächen führte. Diese Beispiele unterstreichen den lokalen Wert.
Nachbearbeitungsmethoden für saubere Oberflächen
Chemisches Glätten mit THF oder Ethylacetat glättet Nähte (All3DP, 2024). Mechanisches Schleifen mit Sandpapier (400–2000 Körnung) ist effektiv (Dörfler-Schmidt, 2019). Epoxidharz kaschiert Unebenheiten (Qidi3D, 2024).
Dampfglätten mit Aceton ist für PLA ungeeignet; Wärmebehandlungen bei 50–60 °C sind besser (Drucktipps3D, 2023). In Memmingen nutzen Enthusiasten diese Techniken für hochwertige Modelle.
Innovative Ansätze aus X-Posts schlagen Azeton für Teilelösung vor, was Nachbearbeitung erleichtert.

Industrial 3D printing setup in a modern workshop, with multiple printers and PLA spools
Anwendungsbeispiele in der Industrie
In der süddeutschen Fertigungsindustrie, z.B. in Augsburg, wird PLA für funktionale Teile nachbearbeitet. Ein Beispiel aus Kempten zeigt Reduktion der Rauheit unter 1 µm durch Polieren.
Fazit
Zusammenfassend ermöglichen optimierte Z-Seam-Platzierung, Druckparameter und Nachbearbeitung saubere PLA-Oberflächen. Wissenschaftliche Kenntnisse zu Rheologie und Thermodynamik sind Schlüssel. Experimentieren Sie mit Prototypen, besonders in Baden-Württemberg. Zukünftige Entwicklungen wie KI-Slicer versprechen weitere Verbesserungen (Ingenieur.de, 2025).
Quellen und Literaturverzeichnis
Alle verwendeten Quellen nach wissenschaftlichen Standards:
- MTX Laser (2025): Optimierung der Oberflächenqualität bei PLA
- Prusa Knowledge Base (2025): Z-Seams im FDM-Druck
- Mega-Testberichte (2023): PLA-Oberflächenanalyse
- All3DP (2024): Retraction-Einstellungen für PLA
- 3D Prima (o. J.): Thermische Effekte bei PLA
- Dörfler-Schmidt (2019): Mechanische Nachbearbeitung
- Drucktipps3D (2023): Wärmebehandlungen für PLA
- Qidi3D (2024): Epoxidharz-Anwendungen
- Ingenieur.de (2025): Zukunftstrends in der Additiven Fertigung
Bildnachweise
Übersicht aller verwendeten Bilder:
- Bild 1: Nahaufnahme einer glatten PLA-Oberfläche - Quelle: Eigene Darstellung
- Bild 2: 3D-Drucker im Betrieb mit PLA-Filament - Quelle: Eigene Darstellung
- Bild 3: Z-Seam auf einem gedruckten Zylinder - Quelle: Eigene Darstellung
- Bild 4: Optimiertes PLA-Modell ohne sichtbare Nähte - Quelle: Eigene Darstellung
- Bild 5: Nachbearbeitungswerkzeuge für PLA - Quelle: Eigene Darstellung
- Bild 6: Industrielles 3D-Druck-Equipment in Werkstatt - Quelle: Eigene Darstellung
Bereit für Ihr 3D-Druck-Projekt?
Nutzen Sie unser Expertenwissen für Ihren professionellen 3D-Druck. Laden Sie Ihr Modell hoch und erhalten Sie ein individuelles Angebot.
Jetzt Modell hochladen →