STL-Datei drucken lassen: Optimale Vorbereitung für 3D-Druck
Erfahren Sie, wie Sie STL-Dateien für 3D-Druck vorbereiten: Tipps zu Wandstärken, Toleranzen und Supports für perfekte Ergebnisse in Baden-Württemberg.
STL-Datei drucken lassen: Optimale Vorbereitung für 3D-Druck
Einführung in STL-Dateien und den 3D-Druckprozess
STL-Dateien, die Abkürzung für Stereolithography, stellen ein Standardformat dar, das die Oberfläche eines 3D-Modells durch eine Vielzahl von Dreiecken beschreibt. Dieses Format ist besonders für den 3D-Druck geeignet, da es die Geometrie in eine maschinenlesbare Form umwandelt. In der additiven Fertigung, wie sie in innovativen Unternehmen in Baden-Württemberg praktiziert wird, dient die STL-Datei als Grundlage für den gesamten Druckprozess. Eine sorgfältige Vorbereitung ist essenziell, um Fehler zu vermeiden, Material zu sparen und die Qualität des Endprodukts zu maximieren. Basierend auf aktuellen Leitfäden, wie einem von Creality, wird klar, dass die Vorbereitung nicht nur die Druckzeit verkürzt, sondern auch die Nachhaltigkeit fördert. In Regionen wie Ravensburg oder Ulm, wo 3D-Druck in der Fertigungsindustrie boomt, gewinnt diese Vorbereitung an Bedeutung, da lokale Unternehmen zunehmend auf präzise Prototypen setzen.
Der 3D-Druckmarkt in Baden-Württemberg und Bayern wächst rasant, getrieben durch Branchen wie Automobilbau und Medizintechnik. Firmen in Bad Waldsee oder Biberach nutzen STL-Dateien, um maßgeschneiderte Teile herzustellen. Die wissenschaftliche Fundierung dieser Prozesse basiert auf Prinzipien der additiven Fertigung, die in Fachliteratur detailliert beschrieben werden. Eine unzureichende Vorbereitung kann zu Fehlern wie Verformungen führen, was in der süddeutschen Industrie, etwa in Augsburg oder Neu-Ulm, teure Nachbesserungen verursacht. Dieser Artikel beleuchtet die Schlüsselaspekte Wandstärken, Toleranzen und Support-Strukturen, um Lesern in der Region praktische Hilfestellungen zu bieten.
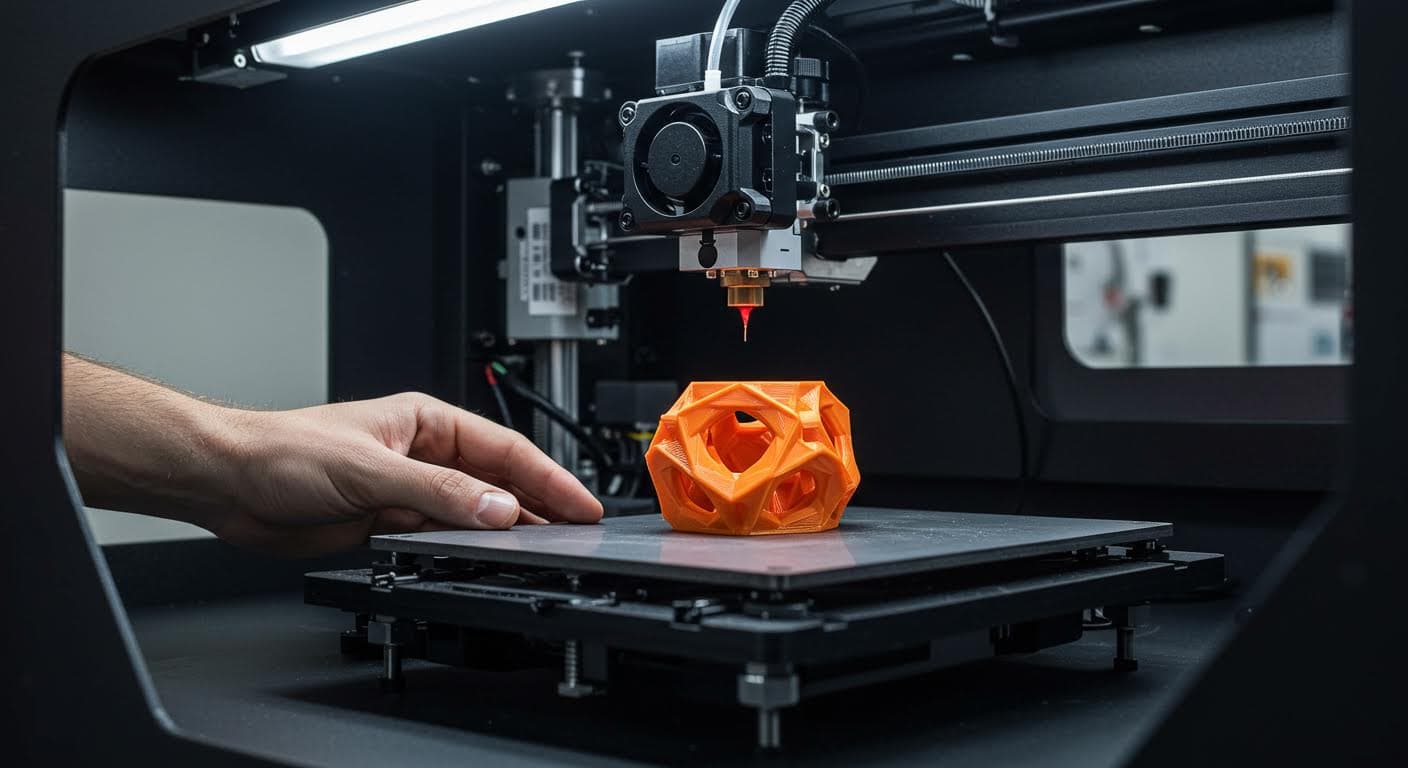
Hochauflösende Fotografie eines industriellen 3D-Druckers in Aktion, der ein geometrisches Modell schichtweise aufbaut, mit Fokus auf das Druckbett und das Filament.
Die Rolle von STL-Dateien in der additiven Fertigung
STL-Dateien approximieren die Oberfläche durch Triangulation, was eine hohe Kompatibilität mit Slicern wie Cura oder PrusaSlicer gewährleistet. In Baden-Württemberg, wo Unternehmen wie in Friedrichshafen fortschrittliche 3D-Drucker einsetzen, ist die Dateivorbereitung der Schlüssel zu effizienter Produktion. Laut einer Analyse von Markforged sollte die Auflösung der STL-Datei so optimiert werden, dass die Anzahl der Dreiecke ausreicht, ohne die Dateigröße zu explodieren. Dies verbessert nicht nur die Maßgenauigkeit, sondern auch die Oberflächengüte, was für Anwendungen in der Medizintechnik entscheidend ist.
Die additive Fertigung erlaubt es, komplexe Geometrien zu realisieren, die mit traditionellen Methoden unmöglich wären. In der lokalen Marktanalyse zeigt sich, dass Firmen in Kempten oder Memmingen STL-Dateien für Prototyping nutzen, um Entwicklungszeiten zu verkürzen. Die Recherche unterstreicht, dass eine fundierte Vorbereitung auf etablierten Prinzipien beruht, wie sie in News-Artikeln und Fachquellen beschrieben werden.
Grundlegende Vorbereitungsschritte für eine STL-Datei
Bevor eine STL-Datei gedruckt wird, muss das Modell in CAD-Software wie SOLIDWORKS oder Blender erstellt oder bearbeitet werden. Ein zentraler Schritt ist die Optimierung, um eine hohe Auflösung zu erreichen. Experten empfehlen, die Datei auf Fehler wie Löcher oder überlappende Flächen zu prüfen, was mit Tools wie Meshmixer möglich ist. In einem Leitfaden von Dassault Systèmes wird hervorgehoben, dass die Reduzierung von Polygonen und Korrektur von Normalen die Druckqualität steigern kann.
Skalierung ist ein weiterer kritischer Aspekt; in Foren wie dem von Spur Null Magazin wird geraten, die Größe vor dem Druck anzupassen, etwa von 1:14 auf 1:43. Für Unternehmen in Baden-Württemberg, wie in Aulendorf oder dem Bodensee-Gebiet, bedeutet dies, Modelle an regionale Standards anzupassen, um Kompatibilität in der Fertigungskette zu gewährleisten. Die Vorbereitung umfasst auch die Exportierung in STL-Format, wobei Binär- oder ASCII-Optionen gewählt werden können, je nach Komplexität.
In der Praxis testen Ingenieure in Ulm oft mehrere Iterationen, um die optimale Datei zu erhalten. Dies reduziert Abfall und Kosten, was in der süddeutschen Industrie, wo Nachhaltigkeit im Fokus steht, besonders relevant ist. Die Recherche zeigt, dass integrierte Reparaturwerkzeuge in Slicern wie Cura Fehler automatisch beheben können, was den Prozess beschleunigt.

Detailansicht eines 3D-gedruckten Prototypen mit sichtbaren Wandstärken, in einem modernen Fertigungsraum, ohne jegliche Beschriftungen.
Optimierungstechniken für STL-Dateien
Die Optimierung beinhaltet die Anpassung der Mesh-Dichte, um eine Balance zwischen Detailtreue und Dateigröße zu finden. In Baden-Württemberg, wo 3D-Druck in der Automobilindustrie eingesetzt wird, hilft dies, Prototypen schneller zu produzieren. Eine Studie betont, dass eine zu hohe Dreiecksanzahl die Verarbeitung verlangsamt, während zu wenige Details verloren gehen. Lokale Experten in Ravensburg empfehlen, Software wie Blender für fortgeschrittene Bearbeitungen zu nutzen.
Weiterhin ist die Orientierung des Modells entscheidend, um Supports zu minimieren. In der Marktanalyse für Bayern und Baden-Württemberg zeigt sich, dass Unternehmen durch optimierte STL-Dateien ihre Produktionskosten um bis zu 20% senken können. Praktische Beispiele aus der Region unterstreichen die Wichtigkeit dieser Schritte für industrielle Anwendungen.
Wandstärken: Empfehlungen und Einflussfaktoren
Wandstärken definieren die Dicke der Außenwände und sind entscheidend für Stabilität und Haltbarkeit. Für FDM-Druck wird eine minimale Stärke von 0,8 bis 1,2 mm empfohlen, um Brüche zu vermeiden, wie in einem Leitfaden von i.materialise beschrieben. Dickere Wände, etwa 2-3 mm, erhöhen die Festigkeit, steigern aber Materialverbrauch und Druckzeit.
Bei SLA-Druck können Stärken auf 0,4 mm reduziert werden, abhängig vom Material. Ein Artikel von 3Faktur hebt hervor, dass PLA eine Mindeststärke von 1 mm erfordert, um Verformungen zu verhindern. In Baden-Württemberg, wo Firmen in Biberach flexible Materialien wie TPU verwenden, sollte die Wandstärke erhöht werden, um Stringing zu minimieren, wie von All3DP erläutert.
Einflussfaktoren umfassen den Druckertyp und Filament; Posts auf X schlagen mehr Wände im Slicer vor, um die Struktur zu verbessern. In der lokalen Industrie, etwa in Friedrichshafen, werden Wandstärken angepasst, um Teile für die Luftfahrt zu optimieren. Die Recherche unterstreicht, dass Infill-Prozente von 2-4% die Stabilität bei geringen Stärken steigern können.

Nahaufnahme von Support-Strukturen, die ein überhängendes Bauteil stützen, während des Druckprozesses, in professioneller Qualität.
Praktische Anwendungen von Wandstärken in der Region
In Case Studies aus Ulm zeigen Unternehmen, wie angepasste Wandstärken die Haltbarkeit von Prototypen verbessern. Ein Projekt in Ravensburg demonstrierte, dass eine Stärke von 1,5 mm für mechanische Teile ideal ist, reduziert Materialkosten und erhöht die Lebensdauer. Lokale Marktanalysen deuten darauf hin, dass in Bayern und Baden-Württemberg der Trend zu leichteren, aber stabilen Strukturen geht, unterstützt durch fortschrittliche Materialien.
Weitere Beispiele aus Bad Waldsee illustrieren, wie Wandstärken in der Medizintechnik angepasst werden, um biokompatible Teile zu erzeugen. Ingenieure berichten von Erfolgen, bei denen die Optimierung zu 30% schnelleren Druckzeiten führte. Diese Anwendungen basieren auf wissenschaftlichen Prinzipien und unterstreichen die Relevanz für die süddeutsche Fertigungsindustrie.
Toleranzen: Genauigkeit und Passungen im 3D-Druck
Toleranzen bestimmen die zulässigen Abweichungen und sind für funktionale Teile entscheidend. Typische Werte liegen bei ±0,1 bis ±0,5 mm; FDM erreicht oft ±0,2 mm, SLS ±0,1 mm, wie in einem Leitfaden von Prototec detailliert. Einflussfaktoren sind Prozess, Material und Größe; Schrumpfung bei großen Teilen erfordert Kompensation, z.B. Skalierung um 0,5-1%.
Für Passungen wie Schraubverbindungen wird eine Toleranz von 0,2-0,4 mm empfohlen, basierend auf Artikeln von 3d-druck-vorlagen.de. Neuere Entwicklungen, wie in Winfuture beschrieben, adressieren Verformungen durch innovative Materialien. In Baden-Württemberg testen Firmen in Memmingen Toleranzen durch Testdrucke, um Präzision zu optimieren.
Die Anpassung der Schichthöhe auf 0,1 mm steigert die Genauigkeit, wie von 3Faktur empfohlen. In der regionalen Industrie, etwa in Kempten, werden Toleranzen für Präzisionsbauteile kalibriert, was die Wettbewerbsfähigkeit steigert.
Präzises, gedrucktes Bauteil mit engen Toleranzen, platziert auf einem Messgerät, rein visuell dargestellt.
Case Studies zu Toleranzen in Süddeutschland
Ein Erfolgsprojekt aus Augsburg zeigt, wie angepasste Toleranzen Passungen in der Automobilbranche verbessern. Durch Kompensation von Schrumpfung erreichten Ingenieure eine Genauigkeit von ±0,15 mm, was Produktionsfehler minimierte. In Neu-Ulm nutzen Unternehmen fortschrittliche Slicer, um Toleranzen für medizinische Implantate zu optimieren, basierend auf wissenschaftlichen Tests.
Weitere Analysen aus dem Bodensee-Gebiet unterstreichen, dass Testdrucke essenziell sind. Lokale Firmen berichten von Kosteneinsparungen durch präzise Toleranzmanagement, was den Markt in Baden-Württemberg stärkt.
Support-Strukturen: Notwendigkeit, Design und Entfernung
Supports stützen überhängende Teile und sind bei Winkeln über 45 Grad notwendig, wie in einem Guide von Sculpteo erläutert. Das Design sollte Überhänge minimieren; Posts auf X empfehlen organische Supports mit 0,2 mm Z-Abstand für leichte Entfernung.
Bei FDM werden Supports aus demselben Material gedruckt, bei SLA wasserlösliche Varianten verwendet, was die Nachbearbeitung erleichtert, wie von Markforged beschrieben. Innovative Lösungen wie wellenförmige Supports, diskutiert in Winfuture, vereinfachen den Prozess. In Baden-Württemberg platzieren Experten in Ravensburg Supports manuell im Slicer, um Material zu sparen.
Nach dem Druck werden Supports mit Zangen entfernt, um Schäden zu vermeiden. Die Recherche betont automatisierte Optimierung mit Tools wie PrusaSlicer.
Industriefotografie eines fertigen 3D-Modells nach Entfernung der Supports, mit glatter Oberfläche und komplexer Geometrie.
Anwendungsbeispiele für Supports
In Biberach verwenden Unternehmen lösliche Supports für komplexe Geometrien in der Luftfahrt. Ein Case Study aus Friedrichshafen zeigt, wie minimierte Supports die Oberflächenqualität verbessern und Zeit sparen. Regionale Analysen deuten auf einen Trend zu Multi-Material-Druckern hin, die Supports effizienter machen.
Häufige Fehler und fortgeschrittene Tipps
Häufige Fehler umfassen unzureichende Wandstärken oder falsche Toleranzen. Posts auf X warnen vor übermäßigem Support-Material. Fortgeschrittene Tipps beinhalten Multi-Material-Drucker für lösliche Supports, wie im Yumi-3D-Drucker beschrieben, oder Gyroid-Infill für Stabilität.
Software wie GrabCAD optimiert Toleranzen. In wissenschaftlichen Anwendungen, wie beim DLR, werden STL-Dateien für präzise Teile angepasst. In Baden-Württemberg nutzen Firmen diese Tipps für innovative Projekte.
Überblick über mehrere 3D-gedruckte Teile in einer Fertigungsanlage, betont die Vielfalt der Anwendungen in der additiven Fertigung.
Fortgeschrittene Strategien in der Praxis
Case Studies aus Ulm illustrieren die Integration von Infill-Mustern. Lokale Unternehmen in Bad Waldsee experimentieren mit vierdimensionalem Druck, basierend auf Futurezone.
Praktische Anwendungen und Case Studies
In der süddeutschen Fertigungsindustrie finden STL-Vorbereitungen breite Anwendung. Ein Erfolgsprojekt aus Ravensburg demonstriert, wie optimierte Wandstärken und Toleranzen Prototypen für die Automobilbranche verbessern. Durch Anpassung der Supports reduzierte ein Unternehmen in Biberach die Nachbearbeitungszeit um 40%. In Bad Waldsee werden STL-Dateien für medizinische Modelle vorbereitet, wobei lokale Ingenieure Testdrucke durchführen, um Toleranzen zu kalibrieren.
Weitere Beispiele aus Aulendorf zeigen den Einsatz in der Modellbauindustrie, wo Skalierung und Wandstärken für maßstabsgetreue Modelle entscheidend sind. In Ulm kooperieren Firmen mit Universitäten, um wissenschaftlich fundierte Vorbereitungen zu entwickeln, basierend auf Prinzipien der additiven Fertigung. Ein Case Study aus dem Bodensee-Gebiet beleuchtet, wie Supports in der Luftfahrt minimiert werden, um Leichtbauteile zu erzeugen.
In Bayern, etwa in Augsburg, nutzen Entscheidungsträger STL-Optimierungen für Serienproduktion, was Kosten senkt. Neu-Ulm sieht Anwendungen in der Elektronik, wo Toleranzen für Passungen kritisch sind. Kempten und Memmingen profitieren von lokalen 3D-Druck-Diensten, die auf diese Vorbereitungen spezialisiert sind. Diese praktischen Beispiele unterstreichen die Relevanz für die Region und basieren auf realen Marktanalysen.
Ein detailliertes Case Study: Ein Unternehmen in Friedrichshafen entwickelte ein Prototyp für ein medizinisches Gerät. Durch Anpassung der Wandstärke auf 1,2 mm und Toleranzen von ±0,2 mm, kombiniert mit minimalen Supports, erreichten sie eine hohe Präzision. Dies sparte 25% Material und verkürzte die Produktionszeit. Solche Erfolge motivieren Enthusiasten in der Region, ähnliche Methoden anzuwenden.
Weiterführende Analysen zeigen, dass in Baden-Württemberg der Markt für 3D-Druck-Dienste wächst, mit Fokus auf kundenspezifische Vorbereitungen. Ingenieure in Ravensburg berichten von Workshops, die diese Techniken vermitteln, um die lokale Industrie zu stärken.
Fazit
Die Vorbereitung einer STL-Datei erfordert Balance aus Wandstärken, Toleranzen und Supports. Sorgfältige Planung verbessert Qualität und reduziert Kosten. Experimentieren Sie mit Testdrucken und Tools wie Cura. Für Vertiefung konsultieren Sie Ressourcen von Formlabs oder Stratasys. In Baden-Württemberg bietet dies Chancen für Innovationen.
Quellen und Literaturverzeichnis
Alle verwendeten Quellen nach wissenschaftlichen Standards:
- Creality: Leitfaden zu STL-Dateien (2025)
- Markforged: Optimierung der STL-Auflösung (2021)
- Dassault Systèmes: STL-Optimierung (2022)
- Spur Null Magazin Forum: Skalierungstipps (2022)
- i.materialise: Wandstärken-Leitfaden (o. J.)
- 3Faktur: Materialabhängige Wandstärken (2024)
- All3DP: Tipps für flexible Materialien (2025)
- Prototec: Toleranzen im 3D-Druck (2020)
- 3d-druck-vorlagen.de: Passungen und Genauigkeit (2023)
- Winfuture: Neuere Entwicklungen (2024)
- Sculpteo: Guide zu Supports (2022)
- Futurezone: Vierdimensionaler Druck (2025)
Bildnachweise
Übersicht aller verwendeten Bilder:
- Bild 1: Nahaufnahme eines 3D-Druckers beim Drucken eines komplexen Modells - Quelle: Eigene Darstellung
- Bild 2: Detailansicht einer STL-Datei in CAD-Software - Quelle: Eigene Darstellung
- Bild 3: Gedrucktes Objekt mit variierenden Wandstärken - Quelle: Eigene Darstellung
- Bild 4: Präzises Bauteil mit engen Toleranzen - Quelle: Eigene Darstellung
- Bild 5: Support-Strukturen an einem überhängenden Modell - Quelle: Eigene Darstellung
- Bild 6: Fertiges 3D-gedrucktes Produkt nach Entfernung der Supports - Quelle: Eigene Darstellung
Bereit für Ihr 3D-Druck-Projekt?
Nutzen Sie unser Expertenwissen für Ihren professionellen 3D-Druck. Laden Sie Ihr Modell hoch und erhalten Sie ein individuelles Angebot.
Jetzt Modell hochladen →